
The Tudor brand was founded exactly 100 years ago, in February 1926. Though the world was undoubtedly a very different place then, and the people responsible for Tudor’s creation are no longer around, the brand remains. Their legacy and the values that have shaped the brand over the past century live on. Now, in February 2026, Tudor kicks off its 100th-anniversary celebrations by inviting us to take a look behind the scenes at how its watches are manufactured today.
Visiting a Swiss watch production facility, or manufacture, is nothing new. In fact, it’s something we at Fratello have covered many times, and I’ve been lucky enough to experience it on several occasions. This time, however, was a bit different. You see, when you visit the manufacturing site of a brand at Tudor’s level, you usually stay in one building. Inside, you typically see watchmakers assembling components, testing movements, and maybe some aspects of finishing. But where do the components they assemble come from? Who makes them? During this outing, marking the brand’s 100th anniversary, we visited several suppliers that manufacture the key components of a modern Tudor watch. But before we get to that, let’s take a brief look back at the first century of Tudor’s existence.
Celebrating 100 years of Tudor watches
In 2026, Tudor celebrates its 100th anniversary, marking a century since the name “The Tudor” was registered in Geneva in February 1926 on behalf of Hans Wilsdorf, founder of Rolex. Wilsdorf envisioned a brand that would deliver Rolex-level reliability and quality at a more accessible price. In the 1930s, he secured exclusive rights to the Tudor name and began shaping a clearer identity. Early watches shared technical and aesthetic links with Rolex, sometimes even components and distribution. In 1946, the creation of Montres Tudor SA established Tudor as a distinct yet closely supported company.

Image: Bulang & Sons
During the 1950s and 1960s, Tudor built a reputation for producing hard-wearing tool watches. The brand marketed its Oyster Prince models for their durability, and some of the brand’s Submariner references (e.g., 7922 and 7928) became standard-issue watches for several military organizations, including the French Navy. These professional associations contributed to Tudor’s credibility in the dive-watch segment.

Image: Bulang & Sons
In 1970, Tudor expanded its portfolio with the Oysterdate chronographs, which collectors later nicknamed “Montecarlo” for their distinctive dial designs. Throughout the 1980s and 1990s, the brand experimented with new designs but gradually reduced its presence in certain international markets, resulting in lower visibility than its sister company.

A significant turning point came in 2012 with the introduction of the Tudor Black Bay collection. Drawing on historical design elements, such as Snowflake hands and the rose logo, the Black Bay marked the beginning of a broader revival.

Subsequent releases, including manufacture movements and models like the Tudor Pelagos, reinforced Tudor’s independent identity. Underlining this was the 2023 opening of the brand’s manufacture in Le Locle. Today, Tudor operates as a distinct brand within the Swiss watch industry, combining its heritage with modern manufacturing while maintaining a focus on relative value.

Tudor’s movement-blank factory — EMP
Our first stop on this two-day tour was EMP, a Tudor subsidiary in Tramelan that manufactures movement blanks. It only feels right to start with the most basic building block of the movement, the mechanism that feels like the “soul” of the watch. EMP’s story started in 1983, when, after the closure of regional movement-blank manufacturers, Précis-Trame SA emerged to address a critical gap in the supply of components for mechanical watches. Over time, the company developed its custom tools and machinery. In 2001, as its machine division expanded and evolved, Précitrame SA, as it was then called, split into two distinct entities. One of these was Ebauches Micromécanique Précitrame SA (EMP).
At EMP, brass rolls are fed into machines that stamp them into “barquettes” (trays). These metal blanks already present some features that will eventually be refined into movement base plates and bridges.


It only takes EMP’s specialized, fully automated CNC machines 90 seconds to convert a stamped tray into a machined movement blank.

EMP also handles the sandblasting, diamond beveling, and laser engraving of these parts before sending them to a partner company for galvanization. The movement components then go back to EMP, which sets the pins and jewels.

Hairspring and balance wheels — Kenitec
In Le Noirmont, Kenitec operates as a Tudor subsidiary, dedicated to producing key regulating components, including Nivarox hairsprings for Kenissi. The process begins with selecting advanced iron-nickel alloys engineered to withstand temperature fluctuations, magnetic interference, and corrosion.


A piece of wire, just roughly half a millimeter wide, is progressively drawn through a series of diamond dies (sometimes more than 30 times) until it reaches microscopic dimensions. It is then precision-rolled into an ultra-thin, flat strip measuring between 0.022 and 0.044 millimeters wide.


These delicate strips are shaped into uniform spirals through a controlled coiling procedure designed to ensure consistency. The formed springs undergo vacuum heat treatment at high temperatures, around 600°C, to stabilize the material’s internal structure and define its elastic performance.


After hardening, each spring is carefully separated and readied for integration. An automated system then matches the hairspring with a balance wheel, fine-tuning the assembly for optimal rate stability. The variable-inertia balance enables highly accurate adjustment, which enables dependable performance.
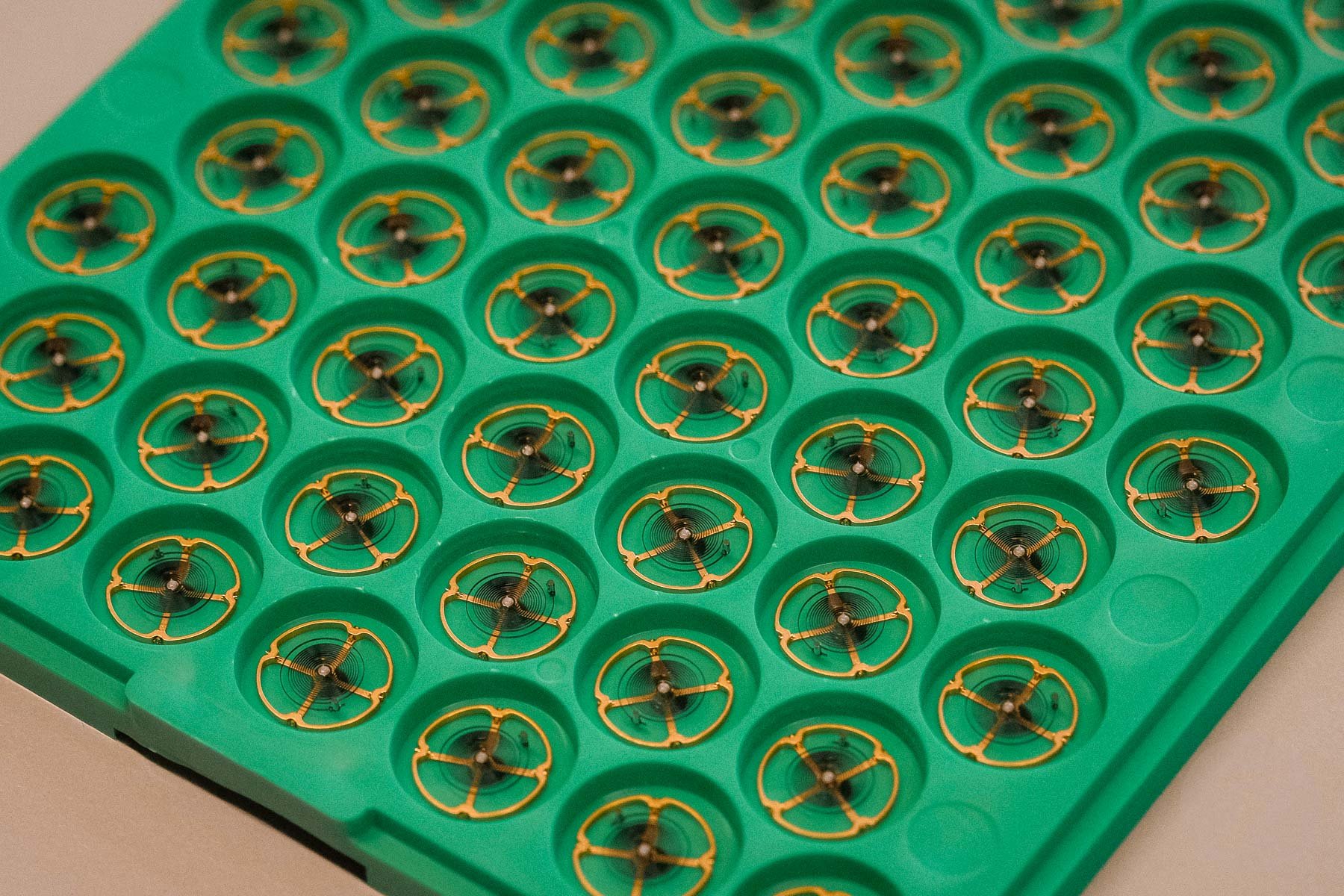
And though it was fascinating to see these more traditional metal hairsprings go from raw materials to being assembled into a finished balance wheel, Tudor’s hairsprings today are all made of silicium (as seen above). This provides exceptional antimagnetism, but it also means that they are produced elsewhere.

Tudor’s case and bracelet suppliers — Joseph Baume, Orolux, and Detech
We then made our way west to Le Noirmont to visit Joseph Baume, the company tasked with producing Tudor’s case blanks.
In this facility, stainless steel cases are stamped out from steel slugs, receiving a heat treatment between each step.
Interestingly, titanium cases don’t go through the same process. These are cut from blank sheets, then heated red-hot and stamped with over 800 tons of force. This gets cases to roughly the right shape.

These case blanks then go across the road to Orolux. There, they undergo a milling process that refines them and brings them to a near-finished state. This includes drilling out the threads for the case back and the hole for the crown tube.
Orolux then coats them in a purple protective coating (which also helps show where material has been removed) and puts them through an automated finishing process. The final touch (mostly removing any sharp edges) is done by hand.

Orolux is also responsible for one of my favorite steps, the cutting of each bezel’s grippy knurling. You can see the tool used in the process above.
Once the cases are finished, they are combined with other components, like the bezel and crystal, and shipped to Tudor’s manufacture in Le Locle. But we’ll come back to that soon.
Our final stop for the first day of our tour was Detech, which manufactures Tudor’s bracelets and clasp components. Here, we were able to see how these elements are milled from raw materials and made ready for assembly.

Tudor’s dial supplier — Montremo
The second day of our tour began in La Chaux-de-Fonds at Montremo, Tudor’s dial supplier.
Here, flat brass ribbons undergo an initial stamping process. The dial feet are then attached, and the dial blanks are cut loose. The company also produces other dial components, such as logos and indexes.


Once the dials are ready, it’s time to paint them. The first step here is to manually create the right shade. The paint is mixed, loaded, and air-brushed onto the dials, one coat at a time.


Each dial then receives a protective coating before going into a milling machine that creates the concentric engraving on the sub-dials.
We also caught a glimpse at how Montremo applies the radial brushing (or sunburst finish) to dials. This involves special machinery that rotates the dial blanks against spinning circular brushes. A worker applies a mineral solution to help achieve the effect.
Once these textures are applied, the dials undergo a special galvanization process to apply the black finish. This is reserved for dials with metallic or sun-brushed finishes, as well as the sub-dials of the chronograph models. After about six minutes, the dials emerge and are given a quick clean.

As you can see, the pink remains pink thanks to a protective layer, and the previously bare brass sub-dials bear a non-additive black finish that doesn’t block the previously machined concentric engraving.
The next step is the pad printing of all the text and markings. Each color is applied in several passes at a different printing station.
This is followed by the application of markers, which workers painstakingly place by hand into the pre-drilled holes on the dial. The last step is applying lume to the applied markers.
Tudor and Kenissi manufactures
We then moved over to Le Locle for the final stop of the tour, where we visited the Kenissi manufacture. Like EMP, Kenissi is a subsidiary of Tudor. The assembly floor combines manual work by watchmakers with automation to maximize efficiency.
After assembly is completed, movements are fitted with temporary dials and hands before being sent off to COSC for chronometer certification.

We then crossed over to the Tudor side of the building, where all components are brought together to create a finished watch. Here, dials and hands are attached, and the now-certified movements are cased by hand.


The watches are then subjected to METAS testing. This takes place on-site in a specialized lab, with the assistance of Tudor’s squad of friendly robots.


Finally, the bracelets and straps are fitted to the finished watches before they are packed and shipped to retailers worldwide. These were just some of the many suppliers and steps that go into creating a finished Tudor watch today.

Final thoughts
I’ll reiterate what I said at the start: this was not an average manufacture visit. The level of transparency seen here was unprecedented. It’s a bold move for a 100-year-old company, especially one that was raised in one of the industry’s most secretive and traditional houses. This behind-the-scenes look was an eye-opening experience in more ways than one. It lifted the veil on what many others keep hidden, putting the processes, suppliers, and much of what goes into creating a modern watch today out in the open. And though we saw a lot, it still felt like the tip of the iceberg. In the end, we saw about a handful of approximately 40 companies that have a hand in this production process.

The author’s Tudor Pelagos FXD, which came along for the experience
Showcasing the blend of craft, technology, specificity, collaboration, and countless individual human actions that go into each watch was a perfect way for Tudor to celebrate its 100th anniversary. But I can’t help but feel that it’s just the beginning. Though we saw no upcoming watches during the visit, I remain optimistic that we’ll see many great things yet to come from Tudor, both in its 100th year and for many more years to come.